Productiegeheimen
We ontwerpen en produceren al sinds 1870 kinderschoenen van hoge kwaliteit. Onze expertise is van generatie op generatie doorgegeven. Van de eerste schetsen tot het eindproduct, één enkel model vereist meer dan 200 verschillende productiestappen. Soms onverwacht, altijd veeleisend. We wilden een beetje van onze passie voor dit uitzonderlijke beroep delen.

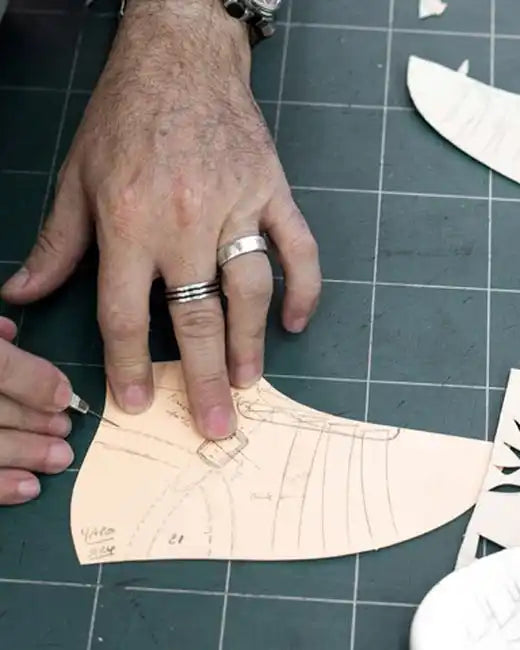
De tekening op vorm
Het begint allemaal met expertise in de leest. Het eerste idee van de schoen moet worden gematerialiseerd in de vorm van volume. Deze stap is essentieel en uiterst nauwkeurig. De breedte van de pasvorm, het volume van de wreef en de mate van frontale stijging zijn allemaal kenmerken waarmee rekening moet worden gehouden: tot op de millimeter nauwkeurig! Vervolgens wordt er een plastic omhulsel op de vorm gegoten, zodat de patroonmaker de steel kan ontwerpen.
Op basis van de schets van het ontwerpbureau maakt de patroonmaker met een fijn grafietpotlood een reproductie van het bovenwerk op de leest. Jarenlange ervaring is nodig om de precisie te bereiken die nodig is voor het tekenen op een leest. De schoen zal in alle opzichten identiek zijn aan het verkregen resultaat, tot in de kleinste details.
Het mecenaat
Op de laatste wordt een zelfklevend canvas aangebracht. Hiermee kunnen alle elementen van het bovenwerk transparant worden overgebracht. Het canvas wordt voorzichtig afgepeld en vervolgens plat op karton aangebracht. Nadat elk stuk zorgvuldig is uitgesneden, wordt het schoenpatroon verkregen.
HET SLIJPEN
Met de verkregen elementen kan de snijder elk stuk leer uitsnijden dat de bovenkant van de schoen vormt. Dit is inclusief de binnenvoering. Na het maken van het patroon voor een bepaalde maat, een basis genoemd, worden de afmetingen van de stukken die nodig zijn om aangrenzende maten te maken verkregen door sortering. Verschillende dicht bij elkaar liggende bases zijn essentieel voor het produceren van een reeks maten, omdat de morfologie van de voet enorm verandert in de eerste jaren. Voor elk van deze bases wordt een laatste ontwerp en een patroon gemaakt. Wanneer het eerste monster is samengesteld, worden er verschillende pasvormen uitgevoerd om de vorm van het model en de nauwkeurigheid van de pasvorm te controleren. Dit wordt "fine-tuning" genoemd. De patroonmaker brengt de nodige wijzigingen aan in het basispatroon.

Naar de hap en de montage
Om deze verschillende stappen samen te vatten: het idee wordt omgezet in een vorm, waarop de patroonmaker het bovendeel tekent. Van deze tekening wordt een patroon gemaakt waaruit alle stukken van het bovendeel worden gesneden. Tegelijkertijd wordt ook de binnenzool voorbereid. Door de andere elementen toe te voegen waaruit het model kan bestaan, zoals de teller en de veiligheidsneus (stijve stukken die respectievelijk bij de hiel en aan de voorkant van de schoen tussen de voering en het leer worden geplaatst) of de sluitingselementen (rits, gesp, oogjes, enz.), is het model klaar om gestikt en in elkaar gezet te worden.
Alle afzonderlijke elementen waaruit de schoen bestaat, zijn voorbereid; nu moeten ze nog in elkaar worden gezet. Het bovendeel is het eerste onderdeel dat wordt gemaakt. Een laatste voorbereidingsstap is dan nodig voor de lederen stukken waar een specifieke riem of vetersluiting in komt.

De beet
De stukken leer, zowel de buitenkant als de voering, waaruit het bovenwerk bestaat, worden in het stikatelier in elkaar gezet. Het naaien vereist grote handigheid en precisie bij elke beweging van de naaister om een kwalitatief hoogstaand resultaat te garanderen. Het bovendeel wordt dan op een plastic vorm gelegd, klaar voor montage.

De montage
Bevestigen is het samenvoegen van het bovendeel en de binnenzool. Er zijn verschillende soorten bevestiging, elk met hun eigen specifieke kenmerken, afhankelijk van hoe het bovendeel en de binnenzool in elkaar zijn gezet.
Tussen haakjes
Van stikken tot assemblage volgt een veelheid aan bewerkingen die we nog niet hebben genoemd. Toch heeft elke bewerking een eigen plaats binnen het fabricageproces. Bijvoorbeeld, zodra het bovenwerk en de voering in elkaar zijn gezet, worden alle randen met de hand geverfd, met een borstel, met een mengsel van natuurlijke kleurstoffen die lijken op de kleur van leer. Deze nauwgezette aandacht voor details draagt volledig bij aan de kwaliteit van een product.

Bouw
De laatste productiestap bestaat uit het monteren van de buitenzool, of loopzool, aan het nieuw gevormde bovendeel. Bij een traditionele montage wordt de buitenzool aan het bovendeel bevestigd met behulp van een hechtproces. Dit wordt gelaste constructie genoemd. Dit vereist veel precisie en voorbereiding vooraf om een perfecte zool-bovenzoolverbinding te krijgen. Kaarden is bijvoorbeeld een bewerking waarbij de onderkant van de binnenzool licht wordt opgeschuurd voordat deze in de oven wordt geplaatst om de hechting van de lijm te bevorderen.
De binnenzool wordt op de leest gehouden met plakstrips. Het bovenwerk past dan op de leest en bedekt deze binnenzool. Het geheel wordt dan warm gelijmd. Eenmaal afgekoeld wordt dit geheel geglazuurd of gekaard, afhankelijk van de behoefte. Een vulling met leer of kurk rondt deze bewerking af om het geheel homogeen te maken. Vervolgens worden de zool en de binnenzool gelijmd en laat men ze rusten om de oplosmiddelen af te geven. Tot slot worden deze twee elementen samengevoegd en wordt de lijm gereactiveerd en vervolgens geperst.

Afwerking
Daarna wordt het paar met de hand gereinigd en gepolijst, afhankelijk van hoe het leer er uiteindelijk uit moet komen te zien. Al deze verschillende bewerkingen worden afwerking of finishing genoemd.

Box
Zodra het paar schoenen klaar is, wordt het nauwkeurig geïnspecteerd om er zeker van te zijn dat er geen fabricagefouten in zitten. Daarna worden ze zorgvuldig in vloeipapier gewikkeld en in dozen verpakt, waarmee de meer dan 200 stappen die nodig waren om ze te maken, worden afgesloten.














